
殘余應(yīng)力
壓力容器焊接后,結(jié)構(gòu)焊縫區(qū)會(huì)產(chǎn)生殘余應(yīng)力。它是由于焊接時(shí)不均勻加熱的溫度場(chǎng)所造成的內(nèi)應(yīng)力達(dá)到材料屈服極限,使局部區(qū)域產(chǎn)生塑性變形,當(dāng)溫度回到原始的均勻狀態(tài)以后,內(nèi)應(yīng)力仍然殘留在結(jié)構(gòu)中造成的,故稱殘余應(yīng)力。焊接殘余應(yīng)力的峰值大小、分布狀態(tài)直接對(duì)容器的疲勞破壞和應(yīng)力腐蝕開裂等產(chǎn)生不良影響。研究證明,容器一經(jīng)焊接,殘余應(yīng)力就不可避免地同時(shí)伴生,它的產(chǎn)生機(jī)理雖已被初步認(rèn)識(shí),但由于壓力容器的外形尺寸、焊接工藝、施焊程序以及拘束大小的不同,殘余應(yīng)力的水平也大不一樣,并且分布十分復(fù)雜,故需要確定合理的消除(或減少)焊接殘余應(yīng)力的對(duì)策,使壓力容器在制造時(shí),保證質(zhì)量、經(jīng)濟(jì)合理;在役時(shí),安全運(yùn)行、杜絕事故。
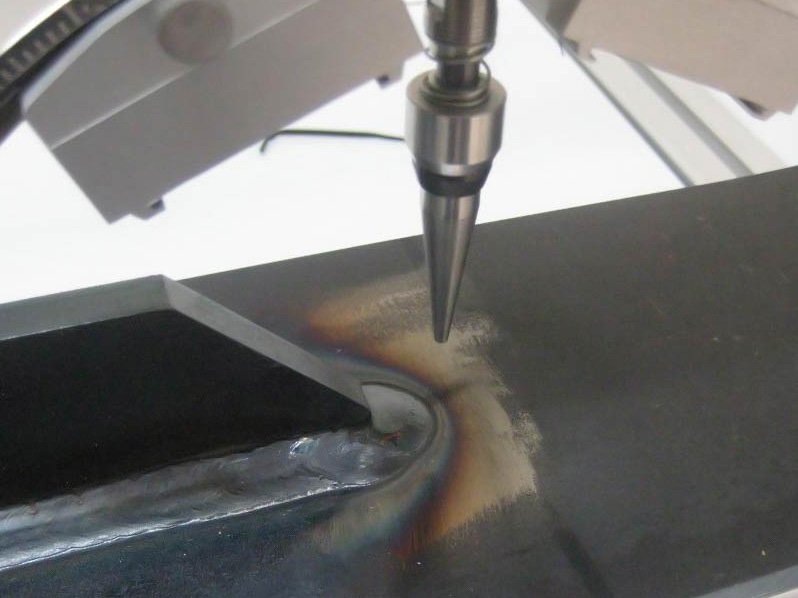
Xstress3000便攜式殘余應(yīng)力分析儀現(xiàn)場(chǎng)檢測(cè)焊接殘余應(yīng)力,便攜式殘余應(yīng)力分析儀輕小、便攜,在實(shí)驗(yàn)室和戶外都可使用。精度高,準(zhǔn)確性好。
超載法
在可控條件下,對(duì)容器施加一次(或多次)比其工作狀態(tài)下稍大的外載荷。該載荷形成的應(yīng)力與容器局部存在的焊接殘余應(yīng)力疊加,合成應(yīng)力低于材料屈服極*呈彈性狀態(tài),應(yīng)力與應(yīng)變成直線關(guān)系;當(dāng)合成應(yīng)力達(dá)到材料屈服極*,局部區(qū)域便產(chǎn)生塑性變形,隨著外加應(yīng)力值的增加,合成應(yīng)力達(dá)到屈服極限的范圍增大,產(chǎn)生塑性變形的范圍也應(yīng)相應(yīng)增大,但應(yīng)力值沒有增加(或增加不多)。由于容器本身是連續(xù)的,在外載荷卸除過(guò)程中,屈服變形區(qū)域與彈性變形區(qū)域同時(shí)以彈性狀態(tài)回復(fù),存在于容器內(nèi)部的焊接殘余應(yīng)力被部分消除,被消除的殘余應(yīng)力的大小等于外加載荷產(chǎn)生的應(yīng)力值。
整體熱處理法
將焊接好的整個(gè)容器按一定的加熱速度加熱到500℃~Ac1的溫度,并保溫一段時(shí)間,使變形金屬再結(jié)晶形成新的等軸晶粒,各種晶體缺陷基本消除,金屬?gòu)?qiáng)度降低,韌性提高,使焊接殘余應(yīng)力得到松弛、釋放而消除。
壓力容器一般結(jié)構(gòu)較大,不可能象其它小型設(shè)備或機(jī)械零件等那樣放入加熱爐內(nèi)進(jìn)行熱處理。可以在容器外壁覆蓋保溫層,而在容器內(nèi)部噴射燃料燃燒形成高溫進(jìn)行加熱的內(nèi)燃法,也可以采用電熱法對(duì)容器進(jìn)行整體的熱處理。
局部熱處理法
其原理與整體熱處理相同,目前多采用紅外板式加熱器或履帶式電阻加熱器加熱焊縫區(qū),由于是局部加熱,消除殘余應(yīng)力的效果不如整體熱處理,只能降低內(nèi)應(yīng)力的峰值,使應(yīng)力分布比較平緩,而不能從根本上消除,但局部熱處理可以改善焊接接頭的力學(xué)性能,處理對(duì)象往往只限于較簡(jiǎn)單的焊接接頭。
溫差拉伸法
針對(duì)焊縫區(qū)殘余應(yīng)力的分布狀態(tài),利用溫差熱效應(yīng)形成一個(gè)反向應(yīng)力場(chǎng),從而消除殘余應(yīng)力的一種方法。此法消除效果的關(guān)鍵在于溫差Δt的選擇,Δt與材料屈服極限σs,模量E以及熱膨脹系數(shù)β有關(guān)。
只要加溫區(qū)和Δt選擇適當(dāng),不致引起塑性變形而損失塑性儲(chǔ)備,也不影響金屬的金相組織,可以取得較好的消除應(yīng)力效果,消除效果可達(dá)50%~70%,此法在焊縫較規(guī)則,厚度又不太大的板殼結(jié)構(gòu)上有一定應(yīng)用價(jià)值。
錘擊法
焊縫金屬在迅速均勻的錘擊下產(chǎn)生橫向塑性伸展,使焊縫收縮得到一定補(bǔ)償,從而使該部位的拉伸殘余應(yīng)力的彈性應(yīng)變得到松弛,焊接殘余應(yīng)力即可部分消除。
爆炸法
爆炸法處理不僅可以有效地消除焊接殘余應(yīng)力,而且在處理區(qū)域內(nèi)產(chǎn)生一定量的壓應(yīng)力,從而使焊接接頭提高了與拉應(yīng)力有關(guān)的破壞抗力,對(duì)此,熱處理是無(wú)能為力的。爆炸法對(duì)于在役的壓力容器開罐檢查中焊縫返修工程消除殘余應(yīng)力具有獨(dú)到之處。
會(huì)員_a.png)